
















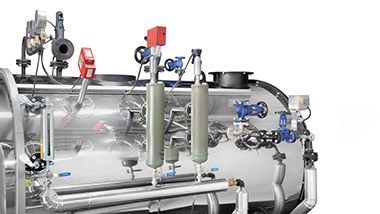








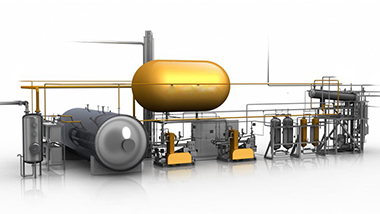






















Carbonation & Blending Equipment
Offering a complete skid mounted control system consisting of proven components such as piping, wiring and control systems. The hygienic,












Offering a complete skid mounted control system consisting of proven components such as piping, wiring and control systems. The hygienic,

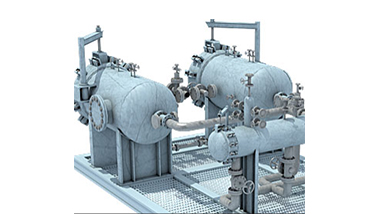
From Fermentation sources or natural sparkling spring water, our solutions enable you to recover CO2 efficiently to safe, beverage-grade CO2.

From Fermentation sources or natural sparkling spring water, our solutions enable you to recover CO2 efficiently to safe, beverage-grade CO2.

Our Water Deaeration System is based on our long experience in area of gas/liquid stripping technology. The water deaeration system
